Les làmines de llauna perfilades s'utilitzen àmpliament en la construcció industrial i civil. No obstant això, no estan fets a mà. Com s'organitza la línia de producció de cartró ondulat, què són i quines són les diferències, més endavant a l'article.
Abans de considerar l'equip directament, per entendre millor com es determinen les seves característiques, heu de decidir quins tipus de cartró ondulat són. Després de tot, són els paràmetres del producte final els que determinen l'elecció de l'equip per a la seva producció.
 La coberta, fins i tot amb el valor de corrugació més petit (8 mm per a modificacions de paret), resulta ser molt més resistent que la xapa d'acer galvanitzada normal, de la qual està feta.
La coberta, fins i tot amb el valor de corrugació més petit (8 mm per a modificacions de paret), resulta ser molt més resistent que la xapa d'acer galvanitzada normal, de la qual està feta.
És el relleu longitudinal el que aporta la seva rigidesa addicional.Per tant, els constructors l'utilitzen àmpliament per a diversos propòsits: tanques i parets d'edificis industrials, com a material per a cobertes, per a sostres entre sòls i fins i tot com a encofrat fix.
Les parets i les cobertes de cartró ondulat no pesen els edificis i tenen una estanquitat excel·lent (nota al peu 1).
Naturalment, les diferents tasques requereixen diferents característiques i, per tant, línies per a la producció de cartró ondulat.
Tota la informació tecnològica sobre les qualitats del consumidor es troba al marcatge del cartró ondulat, que és important familiaritzar-se abans. com triar un sostre ondulat.
Hi ha un estàndard estatal per a la seva producció: GOST 24045-94, on es registren totes les característiques reflectides a la marca.
Per exemple, C44-1000-0.4 significa:
- C - finalitat del material
- 44 - alçada de corrugació
- 1000 - útil o amplada de muntatge del full
- 0,4 - el gruix del metall utilitzat
Classificació de cartró ondulat (nota al peu 2):
- AMB - coberta de paret utilitzat per a la construcció de tanques, murs i envans
- H - cartró ondulat per a cobertes s'utilitza per a sostres
- HC: s'utilitza com a coberta de sostre i com a cartró ondulat per a parets
Informació important! Per a la producció de totes les làmines ondulades estàndard, s'utilitza una làmina de 1250 mm d'ample. Les diferents amplades del producte final (per regla general, de 750 a 1150 mm) es determinen per la sortida del material a l'alçada de la ondulació: com més alt sigui el perfil, menor serà l'amplada. Tanmateix, al mateix temps, la força també augmenta proporcionalment.
La longitud de les làmines, d'acord amb GOST, pot ser de 2,4 per a parets i 3 m per a materials mixts i de cobertes, fins a 12 m per a tots els tipus.
No obstant això, a causa del fet que el material està enrotllat, sota la comanda, els fabricants estan preparats per tallar els seus productes a qualsevol mida convenient per al client.
Els materials de coberta també, en la majoria dels casos, tenen una ranura especial de drenatge capil·lar a la part superior de la corrugació a l'exterior.
Com a matèria primera per a la producció de cartró ondulat, només s'utilitza metall laminat galvanitzat. Pot tenir un gruix de 0,35 a 2 mm. El diàmetre exterior estàndard del rotlle és d'1,2 m, mentre que la longitud de la làmina depèn del gruix del metall.
L'acer pot tenir un recobriment de zinc convencional o una capa addicional de protecció contra un material de pintura o un polímer.
En aquest cas, el recobriment es pot aplicar per una o ambdues cares, en cas d'aplicació a doble cara, es pot realitzar amb un o diferents materials.
Informació important! El més fiable i durador és el cartró ondulat recobert amb materials sintètics de polièster. Però també és el més car i el més vulnerable a danys mecànics a la protecció. No obstant això, l'últim inconvenient es veu mitigat per la presència al mercat de compostos especials de reparació.
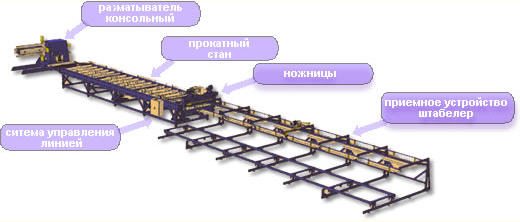
L'esquema típic de la línia per a la producció de cartró ondulat inclou, per regla general, cinc dispositius principals:
- Desbobinador: es posa un rotlle de xapa d'acer al seu eix i es manté per alimentar-lo al lloc de processament
- El molí de conformació és l'element principal de la línia, on té lloc el perfilat real de la cinta de material subministrat.
- Unitat de control: aquí podeu encendre, apagar i programar els paràmetres dels dispositius de treball
- Tisores de guillotina: amb la seva ajuda, el perfil acabat es talla en làmines
- Taula de recepció: per regla general, correspon a les dimensions del full que s'està produint en aquest moment (l'amplada de la taula és fixa i la longitud es pot ajustar). Aquí, els productes acabats s'apilen i s'envasen per al seu posterior enviament al magatzem.
Informació important! Alguns fabricants d'equips de renom que produeixen diverses línies de producció: la producció de cartró ondulat, rajoles metàl·liques, altres tipus de productes laminats, equipen els seus productes amb dispositius addicionals. Per exemple, pot ser una taula d'alimentació situada entre el desbobinador i la màquina de conformar, o unes cisalles de tall, que contribueixen a un canvi ràpid del rotlle. Naturalment, aquestes addicions tenen un efecte positiu en el procés tecnològic i, per tant, en la qualitat de la làmina acabada.
Tanmateix, l'element principal de qualsevol línia és el laminador. Consisteix en parells simètrics d'eixos (estands) instal·lats al marc, que, a causa de la compressió mecànica, formen una ondulació a la làmina, fent rodar la cinta per si mateixa.
Com més nombre siguin, més profund s'obté el perfil. Després de tot, la cinta no es pot agafar simplement i a l'entrada del molí col·loqueu-la a la corba desitjada (l'amplada de la matèria primera és més gran que la del producte acabat).
En aquest cas, el metall, com a mínim, perdrà la seva plasticitat a les corbes i, molt probablement, es trencarà. A més, serà molt difícil estirar-lo a través del formulari en aquest cas.

Durant el pas, el material original es deforma d'un revolt més petit a un de més gran. En conseqüència, el diàmetre dels cilindres de formació creix de parell a parell, i la distància entre ells disminueix, fins a l'últim suport, on el cartró ondulat adquireix una mida planificada.
En relació amb les característiques descrites de la tecnologia, és pràcticament impossible produir productes de diferents perfils al mateix molí.
Cada tipus requereix la seva pròpia amplada del llit al lloc d'instal·lació dels estands, així com el diàmetre corresponent dels cilindres. Tanmateix, hi ha models que permeten la producció de material amb la mateixa alçada de corrugació, però amb diferents amplades de làmina.
Teòricament, també és possible produir un altre, amb diferències no massa grans en l'altura de la corrugació, productes laminats. Tanmateix, en aquest cas, necessitareu un conjunt complet d'equips, inclosos suports i cisalles de guillotina.
Tenint en compte els costos dels treballs d'instal·lació, aquesta solució des del punt de vista financer no diferirà gaire de la instal·lació d'una nova línia. El que qualsevol fabricant pot variar és el gruix del metall, el tipus del seu recobriment i la longitud del cartró ondulat acabat.
Al bastidor s'instal·la una central elèctrica com a unitat, la potència de la qual determina el gruix màxim del metall processat i la velocitat de laminació.
No obstant això, el molí no només realitza el treball principal en si mateix, sinó que també és una estructura de suport per a la resta d'equips, almenys la unitat de control i la guillotina, que també juga un paper important.
Les cisalles d'una guillotina incorporen qualsevol línia de producció d'un paviment professional. Repeteixen la geometria del perfil de sortida i tenen un accionament hidràulic, electromecànic, menys sovint pneumàtic.
La qualitat dels productes depèn en gran mesura d'ells, ja que la vora del cartró ondulat no hauria de tenir rebaves i la corba formada al punt de tall no hauria d'afectar la longitud de la làmina en més de 0,5 mm (segons GOST).
Atès que els talls de les tisores són el principal element de treball que afecta aquests indicadors, periòdicament requereixen afilat o substitució.

Per controlar tot el conjunt de mecanismes, s'utilitza una unitat de control. Al començament del procés de producció, es programa per a un determinat gruix del material d'origen, el tipus de recobriment i també s'estableix aquí la longitud de la làmina necessària.
Aquests dispositius disposen d'electrònica per tancar la línia en cas d'un problema.
Equipada amb aquest controlador, la línia de producció de cartró ondulat es considera semiautomàtica. Això es deu al fet que l'ompliment d'una cinta metàl·lica nova quan s'acaba el rotlle antic es fa manualment.
La resta del temps, el personal (que està representat per un treballador a la majoria de línies) queda per observar l'absència de mal funcionament: l'equip ho farà tot sol.
I ara només cal que us familiaritzeu Instruccions d'instal·lació del sostre de xapai la teva casa es transformarà!
Fonts d'informació
- Article de
- El major fabricant de materials per a cobertes
T'ha ajudat l'article?